
�ۻ��O���w���o(h��)늻��Ѻ����z
2022-11-28 17:20:21�c����
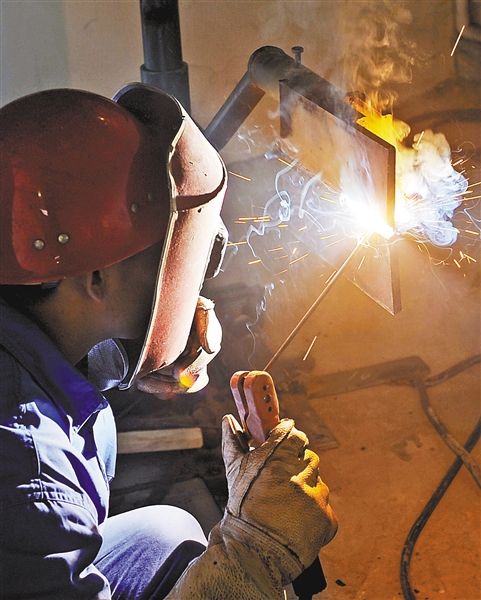
�ۻ��O���w���o(h��)늻��Ѻ��r����늻����۳غ���������Ҫ�ð���������̼?x��)��w�������������Ļ�Ϛ��w���o(h��)���ۻ��O���w���o(h��)늻��Ѻ��^ȥ������^��(x��)��1.6mm���µ����ĺ��z���۵��^�ɵ���ʽ�Ї����^�ɺͶ�·�^�ɃɷN�������^�ɕr��������a(ch��n)�ʸߣ���ϡ���Ҳ��;��·�^�ɶ����ڰ��ԄӺ������õĶѺ����z����(x��)(0.8-1.2mm)�� ����\��ϡ��ʿ�С��5%����ȫλ�ú��ӣ��mȻ���a(ch��n)���^�ͣ����ԱȺ��l늻����ߣ����ҹ���׃��ҪС�����ĺ��zֻ���ڵ�̼�Ͻ�䓡����P䓡��X���~���a���~�Ȳ��ϵĶѺ����F(xi��n)�ڣ��ۻ��O���w�܉��o(h��)�ܠ�z��늻��Ѻ�����Ҫ�ЃɷN:һ���ֻ�кϽ��ĩ���Ѻ��r����Ҫ�Ӛ��w���o(h��)����һ���߀�b����℩�Ⱥ������Ѻ��r����Ҫ��Ӛ��w���o(h��)���@�N�Ѻ����z�ĶѺ��Q���Ա��o(h��)늻��ĶѺ������ۻ��O���w���o(h��)�Ѻ���һ��׃�Ρ���Ҫ�Á��Ѻ��Ͻ��̼���u��Ⓕ��Ͻ���Ҫ����ˮƽλ�öѺ���

- ��һƪ���Ա��o(h��)늻��Ѻ�����Сֱ���ĺ��z 2022/12/8
- ��һƪ���]�Ђ�����������ޏ�(f��)�����c�����U���_�� 2022/11/21